Главная » 2019 » Март » 29 » Горелка сварочного полуавтомата с механизмом подачи проволоки и правильный способ подачи газа.
17:33
Горелка сварочного полуавтомата с механизмом подачи проволоки и правильный способ подачи газа.
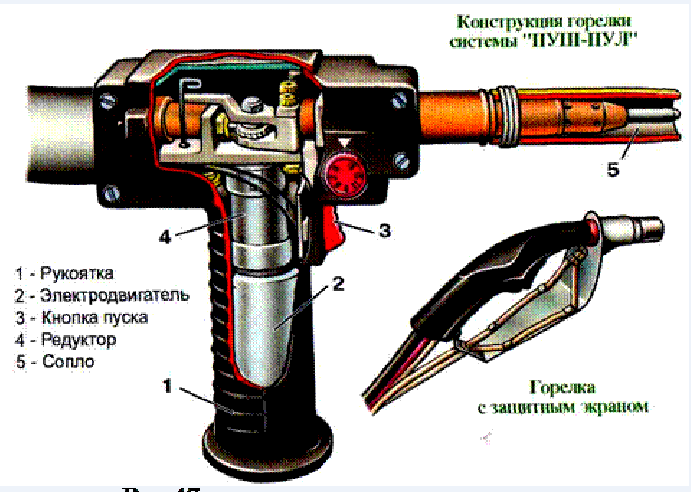
Полуавтомат ПШП-10 состоит из сварочной горелки-пистолета, кронштейна с катушкой для электродной проволоки и шкафа управления. Сварочная проволока диаметром 1,0—2,5 мм от катушки к сварочной головке подается по гибкому шлангу с помощью электродвигателя постоянного тока, установленного на сварочной головке. Принципиальная схема полуавтомата обеспечивает плавное регулирование Vп. Сварочная головка полуавтомата имеет водяное охлаждение.
Общие сведения
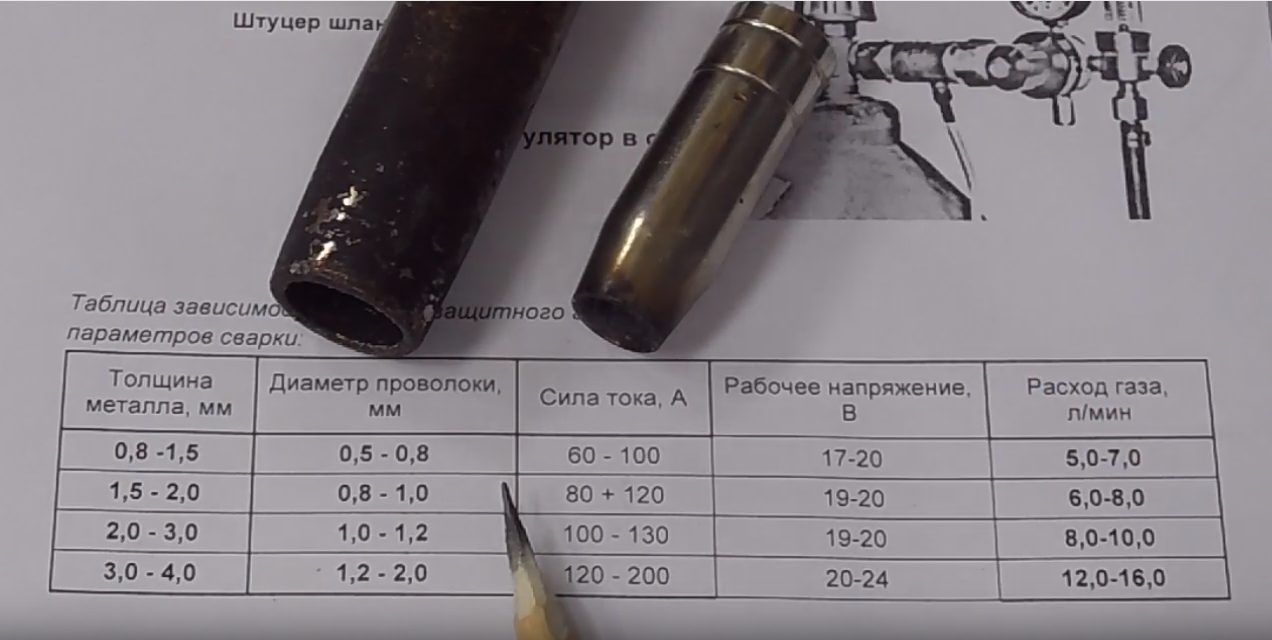
Полуавтоматы типов ПШП-140 и ПШП-160 предназначены для электродуговой сварки углеродистых сталей толщиной от 0,8 до 5 мм во всех пространственных положениях точечными, короткими и протяжными швами.
Сварка выполняется на постоянном токе тонкой электродной проволокой диаметром от 0,8 до 1,2 мм в среде углекислого газа.
Полуавтоматы изготовляются для внутригосударственных поставок и на экспорт.
Структура условного обозначения
ПШП-Х-Б-Х:
ПШ - полуавтомат шланговый;
П - для сварки плавящимся электродом;
Х - номинальный сварочный ток, А (140; 160);
Б - вид конструкции подающего устройства: каркасная
конструкция без кожуха;
Х - климатическое исполнение (У, Т) и категория размещения (3)
по ГОСТ 15150-69.
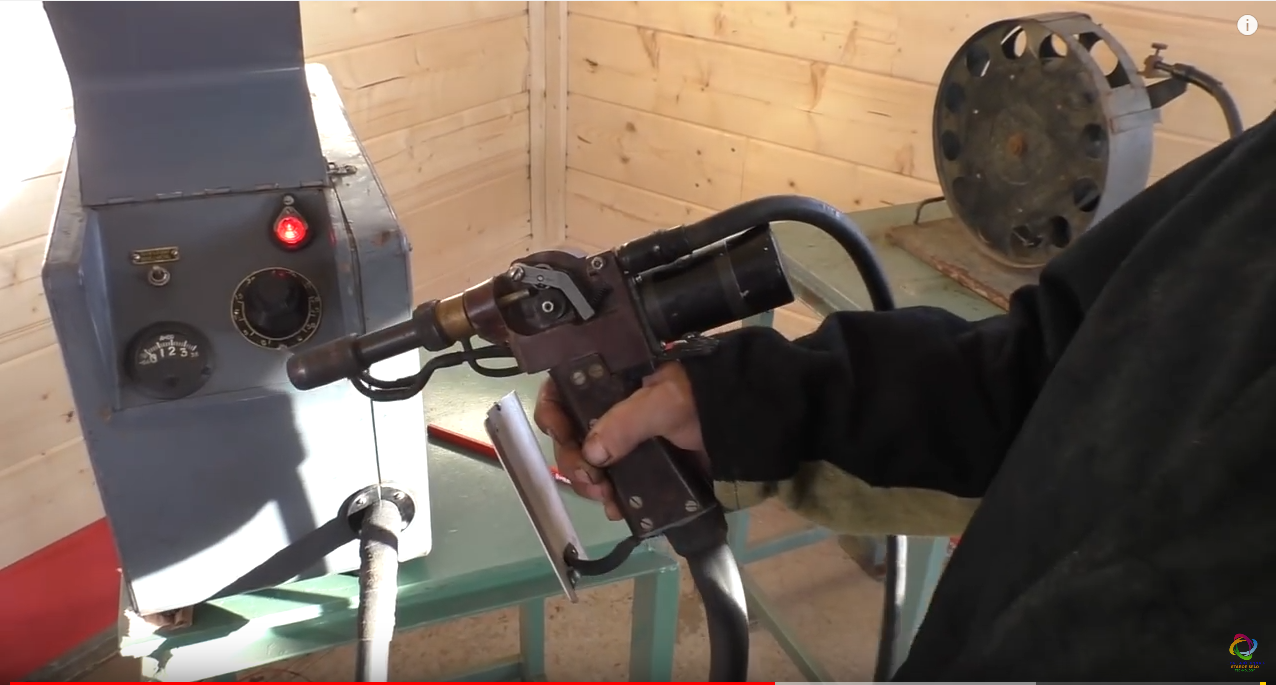
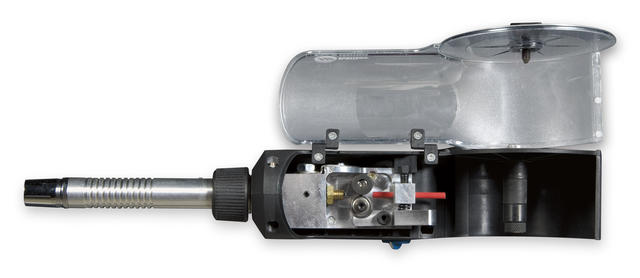
Сварочный ранцевый монтажный полуавтомат ПРМ-4, разработанный НИКИМТом, предназначен для сварки стальных, алюминиевых и медных конструкций в монтажных условиях (рис. 2). Отличие полуавтомата ПРМ-4 — ранцевое исполнение, малый вес ранца и аппаратного ящика, что позволяет перевести ручную сварку на полуавтоматическую почти во всех случаях сварки в монтажных условиях. Полуавтомат состоит из ранца (рис. 3), на котором крепится подающий механизм и кассета для электродной проволоки, газоэлектрической горелки и аппаратного ящика.При разработке полуавтомата основное внимание было обращено на получение стабильной подачи жесткой и мягкой проволоки, а также на уменьшение веса и размеров редуктора. Наличие двух пар синхронно вращающихся подающих роликов сравнительно большого диаметра и подрессоривания позволило снизить удельное давление на проволоку.
Разработанный для ПРМ-4 шланг подачи электродной проволоки выполнен из фторопласта, он обладает достаточной жесткостью, чтобы исключить переломы и крутые изгибы. Сила трения электродной проволоки при прохождении ее по фторопластовому шлангу незначительная. Такой гибкий шланг исключает возможность закорачивания электродной проволоки, не боится низких температур, имеет малый вес и обладает хорошей износостойкостью.
При изменении напряжения питающей сети на +5-4—25% (что часто происходит на монтажных площадках) скорость подачи электродной проволоки стабилизируется в пределах ±5% от заданной за счет отрицательной обратной связи по напряжению в магнитном усилителе.
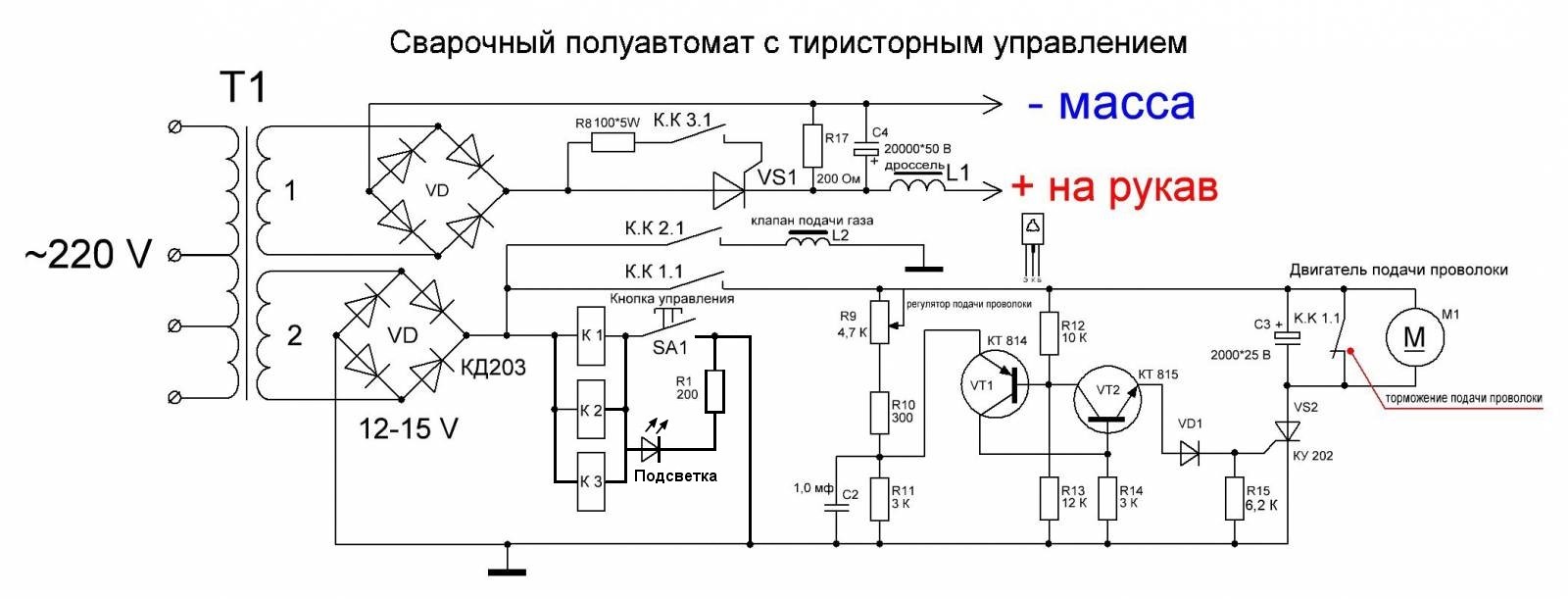
При изменении нагрузки на валу электродвигателя механизма подачи на 25—100% скорость подачи электродной проволоки изменяется в пределах ±6% от установленной.Электрическая схема полуавтомата обеспечивает установочные перемещения электродной проволоки вперед—назад и динамическое торможение двигателя подачи проволоки для быстрой остановки проволоки после прекращения сварки.
Подача защитного газа автоматически включается для обдува места сварки до возбуждения дуги и выключается через некоторое время после отключения сварочного тока, что обеспечивает защиту металла шва от окисления до остывания его ниже опасных температур.
Благодаря малым размерам и весу узлов сварщик может сам переносить полуавтомат с ящиком управления, кабелями и шлангами.